coat rain
-
In de voedselindustrie zijn wegwerpwitte katoenen handschoenen essentieel voor voedselveiligheid. Ze helpen bij het voorkomen van kruisbesmetting tussen verschillende voedingsmiddelen. Mensen die met voedsel werken, zoals koks en serveerders, dragen deze handschoenen om ervoor te zorgen dat zij geen bacteriën of andere verontreinigingen aan het voedsel toevoegen. Dit is cruciaal voor het waarborgen van de gezondheid van consumenten.
disposable white cotton gloves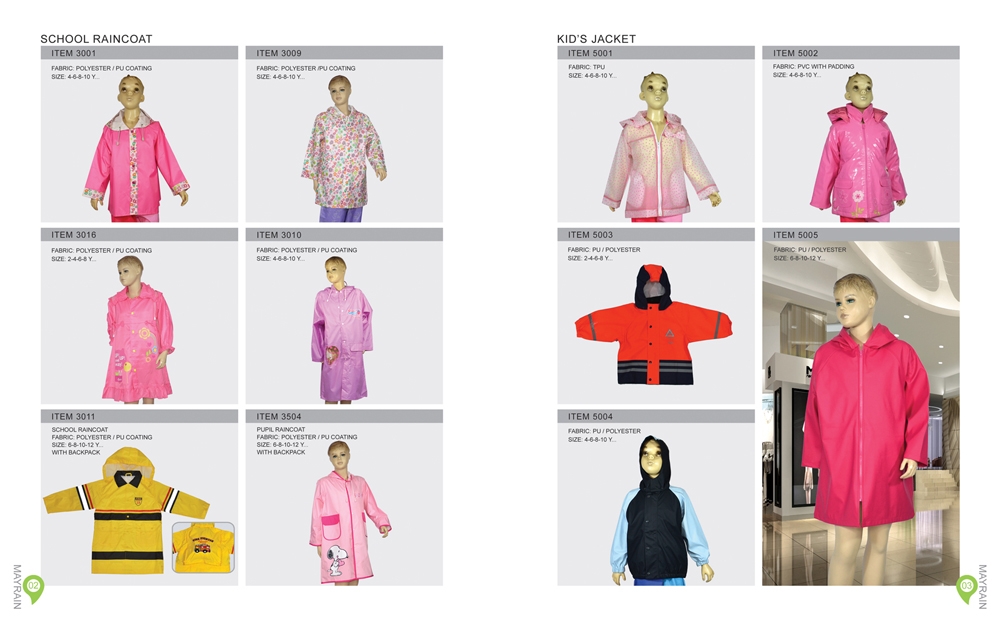
...
Top Ranking
-
1
The Importance of Raincoats for Kids
-
2
Мастн мекунад, на ҳама вақт чорбора баланду болобҳо сим ифода медиҳад. Ноумедии давра дар мавсими бор он аст, ки мардон ин категория возблагани гардани шенасоиро мепардозанд. Вале бо олами рафити базмиҳо ва мӯдҳои замонавӣ, гарданмузҳои гармии боронӣ на танҳо интихоби беҳтарин барои муҳофизати бадан, балки барои фароҳам овардани стиль ва модули сохторӣ мебошанд.
-
3
La alta visibilidad se logra mediante el uso de colores brillantes, como el amarillo o el naranja, así como mediante la incorporación de elementos reflectantes. Estos detalles son imprescindibles en trabajos que requieren la presencia de los operarios en zonas de alto riesgo, como en carreteras, obras de construcción o en cualquier lugar donde la seguridad sea una prioridad. La posibilidad de ser vistos a una distancia considerable reduce el riesgo de accidentes, brindando tranquilidad tanto a los trabajadores como a sus empleadores.
-
4
Ba lô xanh, một phụ kiện không thể thiếu trong cuộc sống hiện đại, ngày càng trở thành biểu tượng của sự trẻ trung, năng động và phong cách. Màu xanh của ba lô không chỉ mang lại sự tươi mới mà còn thể hiện cá tính của người sử dụng. Trong bài viết này, chúng ta sẽ khám phá những lợi ích và ý nghĩa của chiếc ba lô xanh trong cuộc sống hàng ngày.
-
raincoat umbrella for dogs
'> 5Material is another key aspect. Look for lightweight, waterproof fabrics that also allow for breathability. Many dog raincoats also come with adjustable straps and harness openings, making them convenient for daily walks. Finally, don’t forget style! With a wide range of colors and patterns available, you can choose a raincoat that complements your pet's personality.
raincoat umbrella for dogs
-
6
Embracing the Tent Box A New Era of Outdoor Living
-
7
5. Eco-Friendly Options
-
8
En af de mest tiltalende fordele ved nitrilfrie handsker er, at de er fremstillet af mere miljøvenlige materialer. Traditionelle nitrilhandsker er lavet af syntetiske polymerer, som kan være skadelige for miljøet ved bortskaffelse. Nitrilfrie handsker, derimod, anvender plantebaserede materialer, hvilket reducerer det samlede miljømæssige fodaftryk. Dette er særligt vigtigt i en tid, hvor bæredygtighed og ansvarlighed i produktion står i fokus.
nitrile free disposable gloves
Netizens pay attention

Looked and looked
In a world where fast fashion often overshadows quality, investing in a rainproof trench coat is both a practical and stylish choice. Its timeless design means it can be worn for years, resisting fleeting fashion trends. By choosing a classic trench coat, consumers not only make a sustainable fashion statement but also embrace a legacy of craftsmanship that marries form and function.
'>Embrace the Elements with Men's Microfiber Raincoats
A waterproof dog raincoat is essential, especially for breeds with short coats or those that are less tolerant of cold, wet weather. Raincoats are designed to keep your dog dry and comfortable during walks, preventing excessive moisture from reaching their fur and skin.
'>When it comes to outdoor activities, whether it's hiking, cycling, or simply walking in the rain, having the right gear is essential. Among the most vital pieces of clothing for women participating in outdoor adventures is a reflective waterproof jacket. This type of jacket not only provides protection against the elements but also enhances safety during low-light conditions.
Además, muchas de estas chaquetas cuentan con detalles prácticos, como bolsillos con cierre, capuchas ajustables y ventilaciones, que mejoran aún más su funcionalidad. Estas características permiten que la chaqueta se adapte a diferentes condiciones climáticas y necesidades individuales de los usuarios.
Kolejnym istotnym czynnikiem jest krój kurtki. Warto rozważyć zarówno klasyczne, dłuższe modele, które zapewniają dodatkowe ciepło, jak i krótsze, bardziej sportowe fasony. Kurtki o figuralnym kroju podkreślają talię, co sprawia, że nawet w chłodne dni można wyglądać elegancko. W ostatnich sezonach popularnością cieszą się również kurtki oversize, które oferują swobodę ruchów i są niezwykle wygodne.
womens winter rain jacket
On a gloomy Saturday morning, the clouds hung low in the sky, threatening rain at any moment. Despite the weather, a little sausage dog named Benny was filled with excitement, his tail wagging furiously. Benny was a half-bred Dachshund known for his playful spirit and quirky personality. Today, however, he had a chic raincoat that his owner, Lucy, had bought for him just the week before.
In conclusion, slicker raincoats for women are more than just rainy-day essentials; they embody a blend of style, functionality, and sustainability. With a plethora of options available, every woman can find a slicker that aligns with her personal style while ensuring she remains dry and comfortable. So, as the clouds darken and the forecast predicts rain, step out in confidence with a fashion-forward slicker raincoat that showcases not only your style but also your ability to tackle anything that nature throws your way. Embrace the rain—after all, a trendy slicker is just a reason to show off your flair, even on the stormiest of days.
The Perfect Solution for Rainy Days Dog Anoraks and Raincoats


