yellow women's raincoat
-
In the food service industry, the importance of hygiene cannot be overstated. Non-disposable gloves serve as a protective barrier against contamination, ensuring that food remains safe for consumption. Culinary professionals often prefer reusable gloves, as they can withstand the demands of kitchen environments, including exposure to heat and various chemicals. Moreover, the tactile sensitivity of certain non-disposable gloves allows chefs to perform delicate tasks without compromising safety.
non disposable gloves
...
-
In de voedselindustrie zijn wegwerpwitte katoenen handschoenen essentieel voor voedselveiligheid. Ze helpen bij het voorkomen van kruisbesmetting tussen verschillende voedingsmiddelen. Mensen die met voedsel werken, zoals koks en serveerders, dragen deze handschoenen om ervoor te zorgen dat zij geen bacteriën of andere verontreinigingen aan het voedsel toevoegen. Dit is cruciaal voor het waarborgen van de gezondheid van consumenten.
disposable white cotton gloves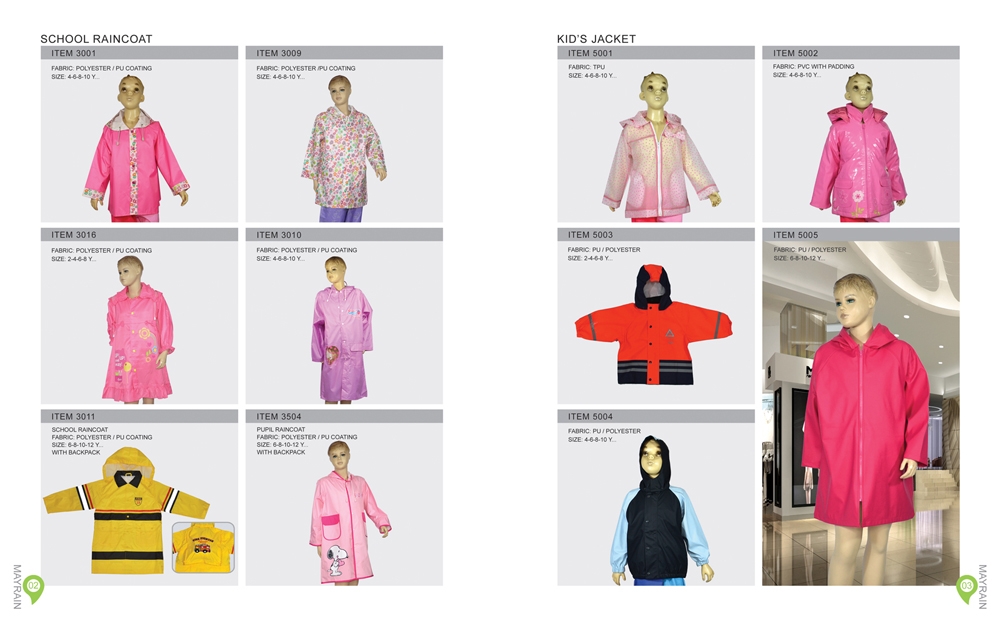
...
-
One of the most significant advantages of using a sun tent is the protection it provides. Prolonged exposure to UV radiation can lead to skin damage, premature aging, and an increased risk of skin cancer. By providing a shaded area, a sun tent allows you to enjoy outdoor activities with peace of mind. Many models even come with additional features such as UPF (Ultraviolet Protection Factor) ratings, which indicate how effectively the fabric blocks UV rays. Look for tents with a UPF of 50+ for maximum protection.
sun tent
...
Top Ranking
Netizens pay attention
Looked and looked
- clear plastic raincoat women, a cute ladies raincoat, a cycling raincoat womens, a fancy raincoat for ladies, or a ladies full length raincoat, we have something to suit every need and preference. Stay stylish, stay dry, and make the most of every rainy day with our high-quality raincoats. Visit our website today to browse our collection and take advantage of our fantastic sale prices!'>
Ready to find your perfect raincoat? Explore our womens raincoat sale and discover a wide range of styles, materials, and designs. Whether you're looking for a clear plastic raincoat women, a cute ladies raincoat, a cycling raincoat womens, a fancy raincoat for ladies, or a ladies full length raincoat, we have something to suit every need and preference. Stay stylish, stay dry, and make the most of every rainy day with our high-quality raincoats. Visit our website today to browse our collection and take advantage of our fantastic sale prices!
One of the most appealing aspects of the khaki raincoat is its ability to be layered. As seasons change, so can your outfit beneath the coat. During spring, you might wear a light sweater and a pair of tailored trousers, while in the fall, you could opt for a chunky knit and jeans. This layering capability not only ensures that you stay warm and dry but also allows for endless outfit possibilities.
Also, pay attention to color and pattern. A classic black or navy jacket will provide timeless elegance, while bold colors or floral prints can add a fun touch to your rainy-day attire. Don’t hesitate to try on different styles to find the fit that flatters your shape and enhances your look.
Eco-Friendly Options
Furthermore, Bodyguard gloves offer a range of sizes and types to suit various needs. For instance, nitrile gloves are particularly popular due to their puncture resistance and ability to fit snugly, providing excellent tactile sensitivity. In contrast, vinyl gloves are a more economical option, making them suitable for tasks that do not involve potential exposure to hazardous materials. The availability of different types ensures that users can select the most appropriate glove for their specific tasks.
bodyguard disposable gloves
Fashion-forward designs are constantly evolving, and the leopard backpack is no exception. From classic canvas to luxurious leather options, there’s a leopard backpack for everyone. Some feature additional embellishments like studs or patches, making each piece unique. Furthermore, collaborations between renowned fashion designers and backpack manufacturers have led to exclusive leopard print designs that are sought after by collectors and fashionistas alike.
'>In recent years, there has also been a rise in the promotion of eco-friendly materials used in the production of playful accessories, including teddy bear backpacks. Many manufacturers are now prioritizing sustainable practices, creating products that are not only enjoyable but also environmentally conscious. This trend is changing the landscape of children's accessories, making it possible for parents and guardians to make greener choices without sacrificing style or comfort.
1. Waterproofing Technology A good raincoat should be made of high-quality waterproof materials, such as Gore-Tex or nylon. Look for coats with taped seams that prevent water from seeping through.
The materials used in your trekking tent can significantly impact its longevity and performance. Tents made from high-denier fabrics are generally more durable but can come with added weight. Reinforced corners, quality zippers, and strong poles contribute to a tent’s overall durability. Read reviews and check for warranties, as a reputable company will stand by its product.


