spring rain jackets with hood
Top Ranking
Netizens pay attention
-
In addition to their aesthetic appeal, frog rain jackets are designed with practicality in mind. Many models come equipped with hoods to protect the head and face from rain, while adjustable cuffs and hemlines help seal out moisture. Some styles even include reflective strips for better visibility during those grey, rainy days. This blend of functionality and fun makes frog rain jackets an ideal choice for parents looking to keep their kids dry while encouraging them to embrace nature and the joys of outdoor play, regardless of the weather.
frog rain jackets
2025-08-14 01:42Read76Visitors
-
Bruken av nødleirer er ikke bare begrenset til naturkatastrofer. I mange land er det også blitt opprettet leirer for å håndtere flyktningestrømmer. For eksempel har konflikten i Syria ført til at millioner har krysset grensene til naboland. Nødleirer i slike situasjoner må ikke bare tilby tak over hodet, men også essensielle tjenester som mat, medisinsk hjelp og utdanning for barn. Dette bidrar til å opprettholde en viss normalitet i en ellers kaotisk tilværelse.
emergency tent
2025-08-14 00:35Read1239Visitors
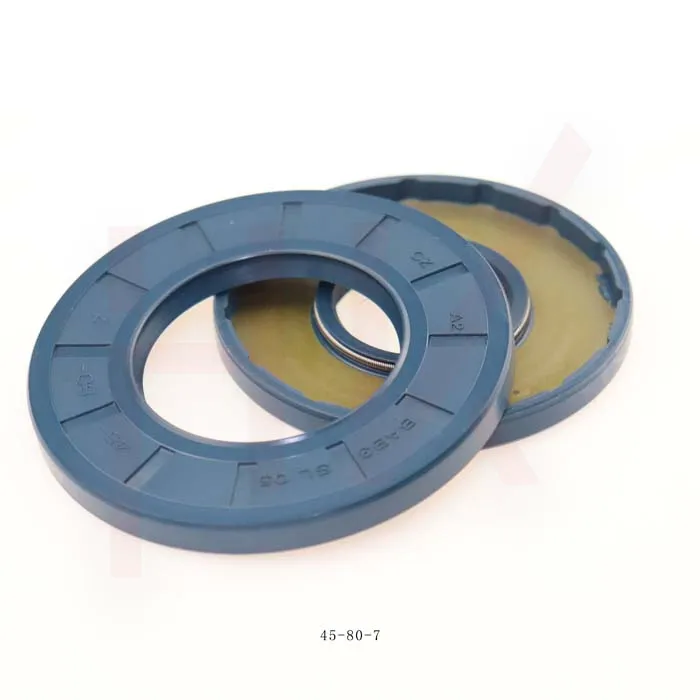 They form a tight seal around rotating shafts, preventing oil leaks and contamination, while also allowing for smooth rotation They form a tight seal around rotating shafts, preventing oil leaks and contamination, while also allowing for smooth rotation
They form a tight seal around rotating shafts, preventing oil leaks and contamination, while also allowing for smooth rotation They form a tight seal around rotating shafts, preventing oil leaks and contamination, while also allowing for smooth rotation The seal must be capable of enduring extreme pressure cycles without deforming or breaking down, which could compromise its integrity and the functionality of the entire system The seal must be capable of enduring extreme pressure cycles without deforming or breaking down, which could compromise its integrity and the functionality of the entire system
The seal must be capable of enduring extreme pressure cycles without deforming or breaking down, which could compromise its integrity and the functionality of the entire system The seal must be capable of enduring extreme pressure cycles without deforming or breaking down, which could compromise its integrity and the functionality of the entire system Advanced technologies like computer-aided design (CAD) and computer-aided manufacturing (CAM) play pivotal roles here, enabling precise cuts and shapes that would be unachievable by hand Advanced technologies like computer-aided design (CAD) and computer-aided manufacturing (CAM) play pivotal roles here, enabling precise cuts and shapes that would be unachievable by hand
Advanced technologies like computer-aided design (CAD) and computer-aided manufacturing (CAM) play pivotal roles here, enabling precise cuts and shapes that would be unachievable by hand Advanced technologies like computer-aided design (CAD) and computer-aided manufacturing (CAM) play pivotal roles here, enabling precise cuts and shapes that would be unachievable by hand