men's yellow raincoat with hood
-
In de voedselindustrie zijn wegwerpwitte katoenen handschoenen essentieel voor voedselveiligheid. Ze helpen bij het voorkomen van kruisbesmetting tussen verschillende voedingsmiddelen. Mensen die met voedsel werken, zoals koks en serveerders, dragen deze handschoenen om ervoor te zorgen dat zij geen bacteriën of andere verontreinigingen aan het voedsel toevoegen. Dit is cruciaal voor het waarborgen van de gezondheid van consumenten.
disposable white cotton gloves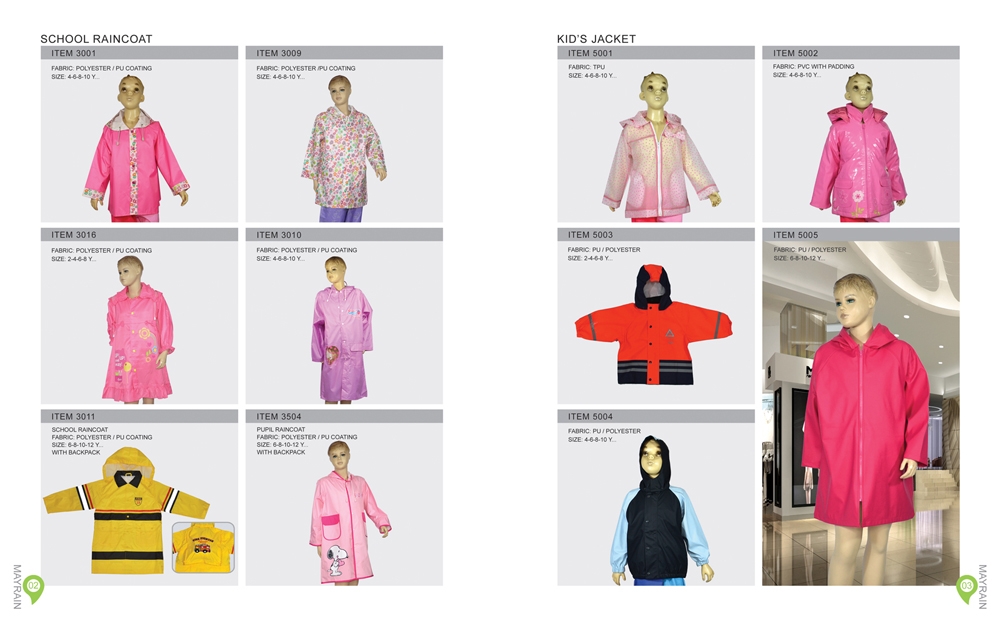
...
Top Ranking
-
1
या जॅकेटसह तुम्हाला तुमच्या स्टाईलमध्ये एक खास टच मिळेल, जो तुम्हाला विविध प्रसंगांमध्ये आत्मविश्वासाने उभं राहायला मदत करेल. त्यामुळे, गरज असलेल्या प्रत्येक महिला यंत्रणेत एक ग्रे रंगाची रेन जॅकेट असणे अनिवार्य आहे!
-
2
Raincoat para sa mga Lalaki na may Bag Isang Praktikal na Solusyon sa Bawat Ulan
-
3
Conclusion
-
4
Fit and Style
-
5
В заключение, красный дождевик - это не просто защита от дождя, это проявление стиля, уверенности и индивидуальности. Внесите яркие оттенки в свою жизнь и не бойтесь выделяться с помощью этого элегантного и практичного аксессуара!
-
6
Choosing the Right Rain Jacket
-
slicker raincoats for women
'> 7Functionality is equally important when choosing a raincoat. Slickers are typically made from waterproof or water-resistant materials that ensure you stay dry even in heavy rain. Many include features such as adjustable hoods, sealed seams, and ventilation for optimal comfort. Some models even offer breathability, allowing you to stay dry from both rain and sweat. This means that whether you're sprinting to catch a bus or enjoying a leisurely stroll, your slicker raincoat will provide protection without compromising comfort.
slicker raincoats for women
-
8
In winter, the combination of rain, wind, and cold temperatures can be debilitating. A quality raincoat serves as your first line of defense against these elements. Not only does it keep you dry, but it also protects you from the biting cold that can accompany wet conditions. A well-fitted raincoat can provide insulation and warmth, allowing you to go about your daily activities without discomfort.
Netizens pay attention
Looked and looked
Moreover, the versatility of these raincoats makes them perfect for transitional seasons. A lightweight raincoat can be layered over a dress for a casual brunch or worn with jeans and boots for a day out in the city. Some styles even incorporate features such as removable linings, allowing for increased warmth on chillier days while still being breathable enough for a warm summer rain.
One of the key benefits of using a camping lantern is the sense of security it provides. Darkness can be disorienting, especially in unfamiliar surroundings. A lantern lights up your immediate area, dispelling shadows and illuminating paths, which is particularly important when navigating through the campsite or attending to late-night needs. Furthermore, a night light can deter wildlife, which is crucial when camping in regions where encounters with bears or other animals may occur.
camping lantern
A Importância de um Bom Manteau de Chuva
'>In an age where convenience meets functionality, portable changing tents have emerged as an essential accessory for outdoor enthusiasts, parents, and professionals alike. Whether you're at a beach, a campsite, or a sporting event, these compact, easily transportable structures provide a private space for changing clothes, showering, or even using the restroom. Their versatility and practicality are transforming the way we approach outdoor activities.
Fit is an essential element to keep in mind. A dress rain coat should have enough room for layers underneath without being overly baggy. When trying on coats, check for shoulder alignment and arm length. Ideally, when your arms are down, the sleeves should end just at your wrist.
In addition to practicality and style, microfiber raincoats are incredibly easy to maintain. They are often machine washable and resistant to wrinkling, allowing for hassle-free care. This means you can wear your raincoat without worrying about tedious maintenance routines, making it a reliable choice for busy lifestyles.
Cycling Raincoat Womens: Stay Dry on the Move
Sustainability is another significant consideration for many consumers. As more women opt for eco-friendly choices in their apparel, several companies are stepping up to provide poncho raincoats made from recycled materials or produced through sustainable practices. Investing in a poncho made from environmentally responsible materials not only helps you stay dry but also contributes to the well-being of the planet.
El cicloturismo con lluvia puede ser una experiencia única y emocionante, siempre que se esté preparado adecuadamente. Invertir en un buen equipo de lluvia no solo aumenta la comodidad, sino que también mejora la seguridad. Recuerda que, aunque la lluvia puede ser un inconveniente, con el equipo correcto se puede disfrutar de la belleza de la naturaleza, incluso en los días más grisáceos. Así que, antes de salir a la carretera, asegúrate de que tu equipo de lluvia esté listo para enfrentar cualquier chispa de agua que se presente en el camino. ¡A rodar bajo la lluvia!







