everyday living disposable gloves
Top Ranking
-
1
Features to Look For
-
2
The 6XL Raincoat A Stylish Solution for All Shapes and Sizes
-
3
Zusammenfassend lässt sich sagen, dass der Purpurregenmantel für Frauen eine hervorragende Kombination aus Funktionalität und Stil darstellt. Er ist nicht nur der ideale Begleiter an regnerischen Tagen, sondern setzt auch modische Akzente. Mit einem solchen Mantel ist man bestens gerüstet für alle Wetterlagen, ohne dabei auf Eleganz verzichten zu müssen.
-
4
この手袋は、さまざまな用途に使える汎用性があります。医療現場では、身体の接触が必要な場面での感染予防に役立ちます。特に、採血や診察時には、患者さんと医療従事者の双方を守るために必要不可欠です。また、食品業界では、調理や配膳時の衛生管理を徹底するために使用されています。バーベキューや家庭料理でも、食材を扱う際に手を汚さず、清潔感を保つことができます。
maxim black disposable gloves
-
. Among these essentials, disposable extended cuff nitrile gloves have emerged as a vital solution for a variety of applications, offering unique benefits that enhance safety and convenience.
'> 5In today's healthcare and industrial environments, the importance of protective equipment cannot be overstated
. Among these essentials, disposable extended cuff nitrile gloves have emerged as a vital solution for a variety of applications, offering unique benefits that enhance safety and convenience.
-
6
- Hip-Length Rain Jackets A popular choice, hip-length jackets offer a good balance between coverage and mobility. They provide ample protection against rain while still allowing freedom of movement, making them ideal for daily wear and casual activities.
-
7
- Care and Maintenance Pay attention to washing instructions; some raincoats require special care to maintain their waterproofing properties.
- 8.
Netizens pay attention
Looked and looked
Some popular materials include Gore-Tex, which is celebrated for its moisture-wicking and breathable properties, and rubberized fabrics that add a chic, glossy finish to the traditional raincoat. Additionally, the rise of eco-conscious fashion means many brands now offer sustainable options made from recycled materials, catering to the environmentally aware consumer.
winter raincoats ladies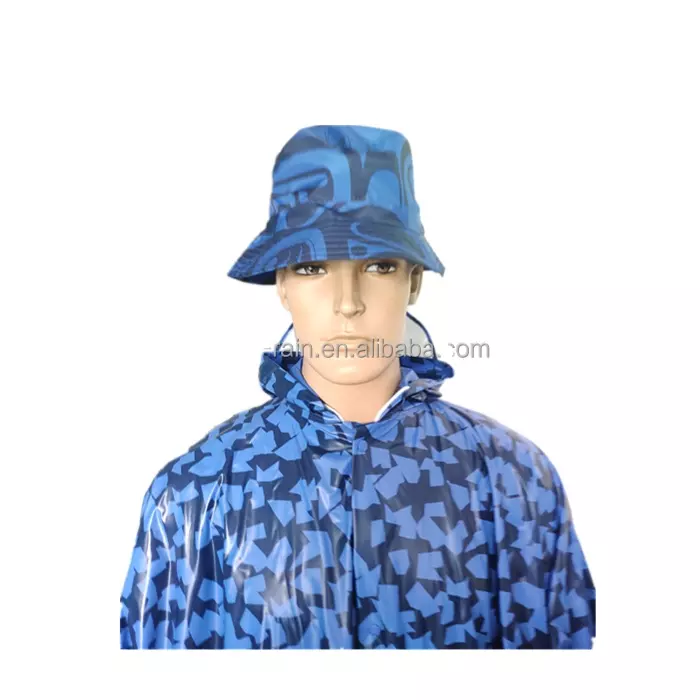
Womens Rain Poncho with Hood: Complete Protection
マキシムブラック使い捨て手袋のご紹介
gloves latex disposable
'>Dans l'industrie alimentaire, l'utilisation de gants en latex garantit une manipulation hygiénique des aliments. Les employés des restaurants, des traiteurs et des usines de transformation alimentaire portent souvent ces gants pour éviter toute contamination croisée, assurant ainsi la sécurité alimentaire. Leur capacité à résister à des substances graisseuses et leur confort en font un choix privilégié.
gloves latex disposable
'>In conclusion, a women's waterproof rain jacket with a hood is an indispensable item for any active woman's wardrobe. Its lightweight design, effective waterproofing, stylish variety, and durability make it a practical choice for tackling whatever the weather throws our way. As we embrace an active lifestyle, having the right gear will ensure that we stay dry, comfortable, and confident, no matter the forecast.
In addition to being stylish and functional, many ladies raincoats with hoods are made with sustainability in mind. Eco-friendly materials and ethical manufacturing processes are increasingly popular, appealing to the environmentally conscious consumer. This conscious shift means you can look good and feel good about your choices.
Also, consider the length of the coat. Long raincoats offer substantial coverage, while shorter styles may provide more ease of movement. Ultimately, the best choice often boils down to personal style and the specific functions you require from the coat.
In conclusion, disposable chef gloves have become a staple in kitchens around the world, promoting hygiene, preventing cross-contamination, and enhancing operational efficiency. As the culinary industry continues to evolve, these gloves will undoubtedly remain an essential tool for chefs, ensuring that food safety is not compromised. Embracing this simple yet effective solution is a step every culinary professional and home cook should take in their quest for a clean and safe cooking environment.
5. Functional Design Look for practical elements like adjustable hoods, reflective elements for safety, and multiple pockets for storage. These features enhance usability and ensure that your raincoat meets all your outdoor needs.

