gloves disposable latex free
-
One of the significant advantages of straw beach mats is their natural materials. Made from woven straw, these mats are biodegradable and an excellent alternative to synthetic options. This environmentally friendly aspect resonates with those who are conscious of their ecological footprint. By choosing a straw mat, you are not only enhancing your beach experience but also contributing to environmental sustainability.
large straw beach mat
...
-
Naast maatvoering is ook het materiaal van de regenjas belangrijk. Een hoogwaardige hondenregenjas is gemaakt van waterdichte en ademende materialen. Dit zorgt ervoor dat je hond droog blijft zonder dat de jas irritatie of oververhitting veroorzaakt. Kijk ook naar details zoals reflecterende strips, die de zichtbaarheid van je hond in slecht verlichte omstandigheden vergroten.
dog raincoat german shepherd
...

Top Ranking
-
1
A childrens yellow raincoat adds a splash of color to gloomy days while offering excellent protection from the rain. The vibrant yellow hue is not only cheerful but also enhances visibility, making it easier for your child to be seen on overcast days.
-
2
بهعلاوه، بارانیهای دوچرخهسواری در مدلها و رنگهای مختلف موجود هستند که پاسخگوی سلیقههای مختلف هستند. بعضی از افراد ممکن است به دنبال مدلهای ساده و کلاسیک باشند، در حالی که دیگران ممکن است بخواهند از رنگهای شاد و زنده استفاده کنند تا در میان شهر، برجستهتر بشوند.
-
3
Diz boyu yağmurluklar, genel olarak vücut ısısını koruyarak rüzgar ve su geçirmez özellikleri ile ön plana çıkar. Uzun yapıları sayesinde, özellikle belden aşağısını koruyarak yağmurda ıslanmanın önüne geçer. Ayrıca, kullanıcının hareket özgürlüğünü kısıtlamadan rahat bir şekilde giyilmesi, bu ürünlerin tercih edilme sebeplerinden biridir.
-
4
Understanding Waterproof Ratings
-
5
The Essential Waterproof Rain Jacket Your Best Companion for Wet Weather
-

'> 6One of the standout features of these rain jackets is their hoods. A well-designed hood provides maximum protection for your head and face, preventing rain from drenching your hair and makeup. Many models come with adjustable drawstrings, allowing you to customize the fit for comfort and added protection against wind. Some even feature detachable hoods, offering flexibility depending on the weather conditions.
women's long hooded rain jacket outdoor raincoat windbreaker
-
'> 7In recent years, the fashion industry has seen a remarkable resurgence of plastic raincoats, particularly tailored for women. Once regarded as mere functional outerwear, these garments have evolved into stylish statements that cater to both practicality and aesthetic appeal. As climate change brings unpredictable weather patterns, the need for effective rain protection has never been more pressing, marking a significant trend in women's fashion.
-
8
Practical Features to Consider
Netizens pay attention
Looked and looked
'>In sintesi, i guanti usa e getta rosa rappresentano una combinazione perfetta di stile e funzionalità. Sia che li si utilizzi in ambito professionale, domestico o per occasioni speciali, offrono la protezione necessaria senza compromettere l'estetica. Scegliere guanti rosa non è solo una questione di praticità, ma anche un modo per esprimere la propria personalità e il proprio impegno verso cause importanti.
अन्तमा, स्टाग छाता केवल एक साधारण छाता होइन, यो साहस र अन्वेषणको प्रतीक हो। यसले हरेकलाई प्रेरित गर्ने लक्ष्य राख्दछ कि जीवनको यात्रा आनन्ददायक र साहसी हुनुपर्दछ। जब तपाईं स्टाग छाता संगै यात्रा गर्नुहुन्छ, तब तपाईंले चुनौतीहरूलाई स्वीकार गरेर हर एक क्षणमा नयाँ अनुभवको खोजी गर्नुहुन्छ।
When investing in a full-length waterproof raincoat, it’s crucial to consider fit. A well-tailored coat allows for layering underneath while still providing a flattering silhouette. Many brands offer customizable options, allowing you to choose the perfect size for your shape. This attention to fit ensures that you’ll not only look good but feel confident when stepping out into the rain.
A versatile raincoat is another essential component of a modern woman’s wardrobe. Styles that can transition from day to night or be layered with various outfits are particularly in demand. Longline trench coats provide a sophisticated vibe, while cropped jackets offer a more youthful, casual look. Many raincoats also come with detachable hoods or adjustable features, allowing for customization and practicality.
In de voedselindustrie zijn wegwerpwitte katoenen handschoenen essentieel voor voedselveiligheid. Ze helpen bij het voorkomen van kruisbesmetting tussen verschillende voedingsmiddelen. Mensen die met voedsel werken, zoals koks en serveerders, dragen deze handschoenen om ervoor te zorgen dat zij geen bacteriën of andere verontreinigingen aan het voedsel toevoegen. Dit is cruciaal voor het waarborgen van de gezondheid van consumenten.
disposable white cotton gloves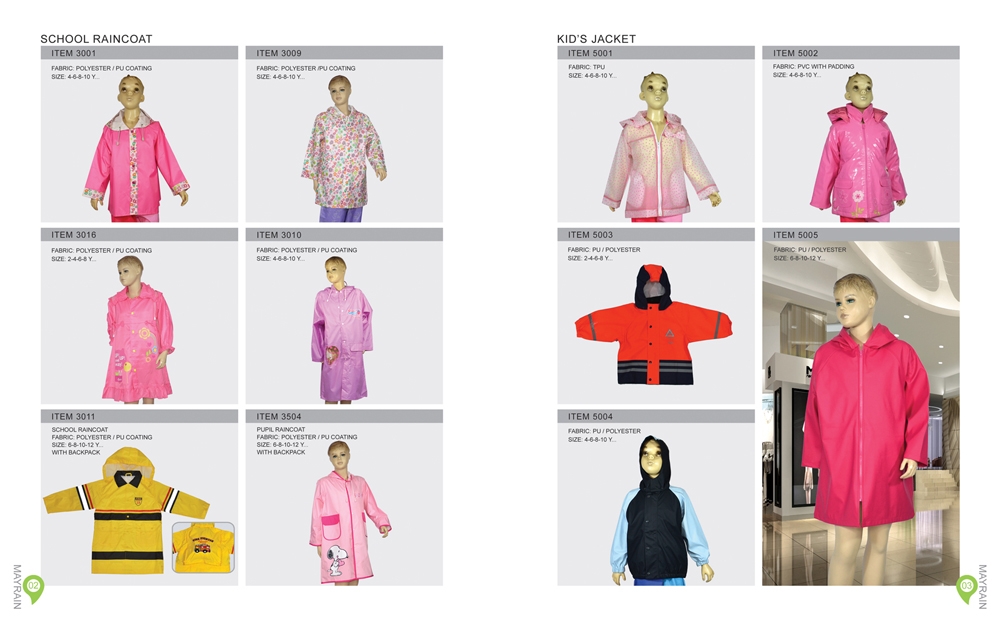
'>When it comes to unpredictable UK weather, having a reliable raincoat is essential. However, practicality does not have to come at the expense of style. In recent years, women's designer raincoats have emerged as the perfect solution for fashion-conscious individuals who refuse to compromise on looks while staying dry. This article delves into the best designer options available in the UK, focusing on the blend of functionality and high fashion.
1. Burberry Known for its iconic trench coats, Burberry has reimagined the classic raincoat with various styles, including lightweight, waterproof versions infused with their signature checked patterns.
Choosing the Right Bushcraft Tent
- clear plastic raincoat women, a cute ladies raincoat, a cycling raincoat womens, a fancy raincoat for ladies, or a ladies full length raincoat, we have something to suit every need and preference. Stay stylish, stay dry, and make the most of every rainy day with our high-quality raincoats. Visit our website today to browse our collection and take advantage of our fantastic sale prices!'>
Ready to find your perfect raincoat? Explore our womens raincoat sale and discover a wide range of styles, materials, and designs. Whether you're looking for a clear plastic raincoat women, a cute ladies raincoat, a cycling raincoat womens, a fancy raincoat for ladies, or a ladies full length raincoat, we have something to suit every need and preference. Stay stylish, stay dry, and make the most of every rainy day with our high-quality raincoats. Visit our website today to browse our collection and take advantage of our fantastic sale prices!