small disposable gloves near me
-
Moreover, portable changing tents are not limited to merely changing clothes. Many outdoor activities require hygiene facilities, and these tents can serve as an excellent enclosure for portable showers or bathrooms. Campers and hikers can enjoy the luxury of a private shower or changing area even in remote locations. As a result, they enhance the outdoor experience by providing essential privacy that enhances comfort and relaxation.
...
Top Ranking
Netizens pay attention
-
Lined rain gear ကြောင့် အထည်အလိပ်များသည် သက်သာစရာအဖုံးများနှင့် ရေထုများမခံနိုင်ကာ တစ်ခုချင်းစီကို ခံတွင်းမှ လွတ်ပါတယ်။ ဒါကြောင့် မူးယစ်မှုဖြစ်လာလိမ့်မယ်ဆိုရင် ကာကွယ်စောင့်ရှောက်မှုကို ပိုမိုတိုးတက်တယ်။ ၎င်းတို့သည် ရာသီဥတု အတွေ့အကြုံကို မထင်မှတ်ဘဲ အကြံပြုထားသောအပြင်၊ သက်ဆိုင်ရာပစ္စည်းများကို လွယ်ကူစွာထားရှိနိုင်သည်။
lined rain gear
2025-08-15 21:29Read1927Visitors
-
In de voedselindustrie zijn wegwerpwitte katoenen handschoenen essentieel voor voedselveiligheid. Ze helpen bij het voorkomen van kruisbesmetting tussen verschillende voedingsmiddelen. Mensen die met voedsel werken, zoals koks en serveerders, dragen deze handschoenen om ervoor te zorgen dat zij geen bacteriën of andere verontreinigingen aan het voedsel toevoegen. Dit is cruciaal voor het waarborgen van de gezondheid van consumenten.
disposable white cotton gloves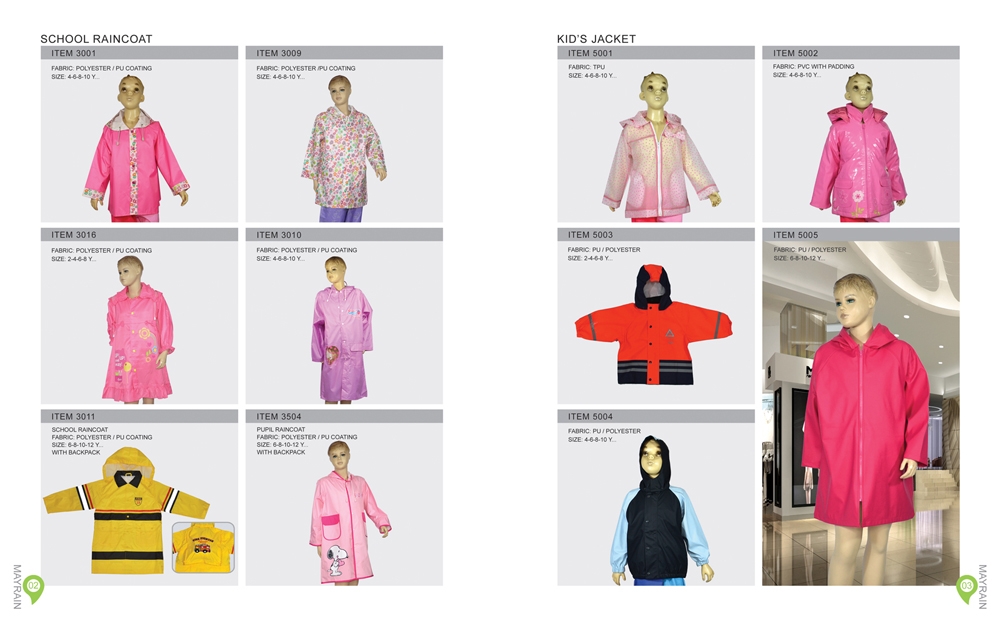
2025-08-15 21:00Read1963Visitors
-
In industries like healthcare, where the risk of contamination is high, the use of disposable heavy-duty gloves is a standard practice. They serve as a barrier between the healthcare worker and patients, minimizing the risk of spreading infections or harmful pathogens. In food service, these gloves play a critical role in preventing foodborne illnesses by ensuring that food handlers maintain high hygiene standards. With strict regulations in place, using disposable gloves helps businesses comply with health and safety guidelines, thereby safeguarding both employees and consumers.
disposable heavy duty gloves
2025-08-15 20:43Read1420Visitors

